
Двулистное формование
При двулистном формовании получается отформованное полое тело, которое может быть либо похоже на некий бак (формование на двух негативных половинках формы), либо на некую панель/корпус, при котором одна половинка формы является негативной, а вторая позитивной, т.е. формование происходит в сторону первого листа.
Преимущества технологии двулистного формования Twin-Sheet по сравнению с однолистным формованием Single-Sheet:
- Повышенная жесткость деталей при применении одних и тех же материалов;
- Внешние геометрии обеих половинок детали имеют четкие размеры;
- Возможна интеграция крепежных элементов/вставок без клея;
- Возможно сочетание материалов: новый материал + вторичный материал;
- Возможно применение материалов различного цвета на одной детали;
- Большая свобода для дизайнеров
Преимущества по сравнению с реактопластами, например ламинация стекловолокном, RIM (PUR), SMC:
- Подлежит 100% вторичной переработке, т.к. является чистым термопластом (нет клея, смол и т.д.);
- Широкий спектр применяемых материалов с самыми различными свойствами;
- Очень часто детали имеют значительно меньший вес при аналогичной жесткости;
- Очень часто нет необходимости в покраске деталей;
- Не создается угрозы здоровью при производстве и пользовании данными изделиями;
Преимущества по сравнению с другими технологиями переработки термопластов, например литьем под давлением, выдувным формованием:
- Значительно более дешевая оснастка;
- Возможно производство очень больших деталей при сравнительно небольшой стоимости формы и самих деталей;
- Возможно размещение закладных элементов внутри детали;
- Использование многослойных материалов (например, для производства бензобаков);
- Быстрая реализация проекта даже при выпуске больших деталей.
Базовое оснащение

Базовые параметры машины для двухлистного формования
Вакуум-формовочная машина для двулистного формования производится на базе машин серии Т10.
В соответствии с этим для базы применимы следующие характеристики:
Полуавтоматическая универсальная вакуум-формовочная машина
Уже базовая вакуум-формовочная машина данного типа способна перерабатывать любой листовой термопласт любой толщины независимо от оборудования машины.
Размеры листовой заготовки зависят от выбранного номинального размера машины и могут бесступенчато варьироваться в диапазоне от 1000х900мм до 6000х3200мм.
Концептуально новая разработка полностью моторизованной машины типа “Т10” включает в себя:
- 4 шарико-винтовых пары и 4 сервомотора для стола
- 4 шарико-винтовых пары и 4 сервомотора для зажимной рамы
- 2 шарико-винтовых пары и 2 сервомотора для пуансона
Ввиду использования сервоприводов вместо пневматических цилиндров нет необходимости в механической синхронизации подачи стола, рамы и пуансона!
Максимальные внешние размеры базовой машины (без учета шкафов управления) могут колебаться в зависимости от ее рабочих размеров в диапазоне:
Длина: от 2600мм до 7600мм
Ширина/глубина: от 4400мм до 9900мм
Высота: от 3620мм до 7760мм
Максимальные внешние габариты автоматического загрузчика листа:
Длина: от 2845мм до 8145мм
Ширина/глубина: от 1580мм до 3880мм
Высота: постоянная - 2280мм
Указанные выше габариты являются максимальными. Окончательные размеры указываются в установочном чертеже.
Стандартный просвет для монтажа вакуум-формы составляет 620мм.
При этом высота отформованной двулистной детали может достигать при определенных условиях 580мм.
В соответствии с этим для базы применимы следующие характеристики:
Полуавтоматическая универсальная вакуум-формовочная машина
Уже базовая вакуум-формовочная машина данного типа способна перерабатывать любой листовой термопласт любой толщины независимо от оборудования машины.
Размеры листовой заготовки зависят от выбранного номинального размера машины и могут бесступенчато варьироваться в диапазоне от 1000х900мм до 6000х3200мм.
Концептуально новая разработка полностью моторизованной машины типа “Т10” включает в себя:
- 4 шарико-винтовых пары и 4 сервомотора для стола
- 4 шарико-винтовых пары и 4 сервомотора для зажимной рамы
- 2 шарико-винтовых пары и 2 сервомотора для пуансона
Ввиду использования сервоприводов вместо пневматических цилиндров нет необходимости в механической синхронизации подачи стола, рамы и пуансона!
Максимальные внешние размеры базовой машины (без учета шкафов управления) могут колебаться в зависимости от ее рабочих размеров в диапазоне:
Длина: от 2600мм до 7600мм
Ширина/глубина: от 4400мм до 9900мм
Высота: от 3620мм до 7760мм
Максимальные внешние габариты автоматического загрузчика листа:
Длина: от 2845мм до 8145мм
Ширина/глубина: от 1580мм до 3880мм
Высота: постоянная - 2280мм
Указанные выше габариты являются максимальными. Окончательные размеры указываются в установочном чертеже.
Стандартный просвет для монтажа вакуум-формы составляет 620мм.
При этом высота отформованной двулистной детали может достигать при определенных условиях 580мм.

Оснащение базовой машины серии Т10
а) Верхний нагреватель, оснащенный кварцевыми нагревательными элементами типа "FAST", размер нагревательных элементов 250 х 63 мм; мощность 485 ватт.
b) Отдельно управляемый нижний нагреватель с тем же типом нагревательных элементов, что и верхний.
Закрыт стеклокерамической защитной плитой.
c) Оба нагревателя передвигаются по независимым линейным направляющим. Регулировка мощности каждого отдельного нагревательного элемента обеих зон нагрева, включая контроль работы. Кроме того, вывод поля нагрева на экран системы управления в виде многоцветной картинки согласно патенту фирмы GEISS.
d) Подача обоих нагревателей осуществляется с помощью сервомоторов.
e) Все остальные движения осуществляются с помощью моторных приводов.
f) Тяжелая зажимная рама с регулируемыми зубчатыми полотнами, перемещается вертикально по отношению к формовочному окну. Равномерное распределение усилия прижима. Нет необходимости настраивать на толщину листа. Зажимная рама бесступенчато регулируется по обеим осям без применения дополнительных устройств. Любая позиция хода рамы может быть запрограммирована и сохранена в системе управления.
g) Со стороны оператора машина защищена световым барьером с автоматической системой контроля.
h) Навесная передняя дверь для простой смены формы с пневматическим замком.
i) Система управления Simatic S7 с децентральным подключением всех периферийных узлов через систему шин SINEC L2 DP. Все управление и контрольные устройства на одной контрольной поверхности Siemens с подключением к ПК 677 на свободно перемещаемом пульте управления, расположенном слева впереди.
j) Комплектная вакуумная система, состоящая из вакуумного бака , 1 или нескольких вакуумного (ных) насоса (ов) на 100 м3/час и автоматического контроля уровня масла и состояния фильтров, включая подключение к панели оператора.
l) Воздушно-капельное охлаждение посредством 4 вентиляторов на 26 м3/мин, электрическая мощность каждого составляет 700 ватт.
m) Вентиляторы снабжены системой охлаждения водяным туманом, синхронизированным с подачей потока воздуха. Необходимо центральное подключение к воде для всех расходных точек машины.
n) Автоматический контроль провисания листа во время нагревания посредством инфракрасного фотоэлемента.
o) Для смены формы с применением вилочного погрузчика машина имеет достаточное пространство в опорной плите.
p) Автоматическое переключение вакуумного насоса с резервуара на насос.
q) Автоматическое вентилирование формы перед снятием отформованной детали с формы.
r) Стандартный цвет машины свr)етло-серый RAL 7035, генциановый синий RAL 5010 и темно-серый RAL 7021 с маркировкой подвижных частей в сигнальный желтый цвет RAL 1003.
s) Вакуумный насос устанавливается в салазки.
b) Отдельно управляемый нижний нагреватель с тем же типом нагревательных элементов, что и верхний.
Закрыт стеклокерамической защитной плитой.
c) Оба нагревателя передвигаются по независимым линейным направляющим. Регулировка мощности каждого отдельного нагревательного элемента обеих зон нагрева, включая контроль работы. Кроме того, вывод поля нагрева на экран системы управления в виде многоцветной картинки согласно патенту фирмы GEISS.
d) Подача обоих нагревателей осуществляется с помощью сервомоторов.
e) Все остальные движения осуществляются с помощью моторных приводов.
f) Тяжелая зажимная рама с регулируемыми зубчатыми полотнами, перемещается вертикально по отношению к формовочному окну. Равномерное распределение усилия прижима. Нет необходимости настраивать на толщину листа. Зажимная рама бесступенчато регулируется по обеим осям без применения дополнительных устройств. Любая позиция хода рамы может быть запрограммирована и сохранена в системе управления.
g) Со стороны оператора машина защищена световым барьером с автоматической системой контроля.
h) Навесная передняя дверь для простой смены формы с пневматическим замком.
i) Система управления Simatic S7 с децентральным подключением всех периферийных узлов через систему шин SINEC L2 DP. Все управление и контрольные устройства на одной контрольной поверхности Siemens с подключением к ПК 677 на свободно перемещаемом пульте управления, расположенном слева впереди.
j) Комплектная вакуумная система, состоящая из вакуумного бака , 1 или нескольких вакуумного (ных) насоса (ов) на 100 м3/час и автоматического контроля уровня масла и состояния фильтров, включая подключение к панели оператора.
l) Воздушно-капельное охлаждение посредством 4 вентиляторов на 26 м3/мин, электрическая мощность каждого составляет 700 ватт.
m) Вентиляторы снабжены системой охлаждения водяным туманом, синхронизированным с подачей потока воздуха. Необходимо центральное подключение к воде для всех расходных точек машины.
n) Автоматический контроль провисания листа во время нагревания посредством инфракрасного фотоэлемента.
o) Для смены формы с применением вилочного погрузчика машина имеет достаточное пространство в опорной плите.
p) Автоматическое переключение вакуумного насоса с резервуара на насос.
q) Автоматическое вентилирование формы перед снятием отформованной детали с формы.
r) Стандартный цвет машины свr)етло-серый RAL 7035, генциановый синий RAL 5010 и темно-серый RAL 7021 с маркировкой подвижных частей в сигнальный желтый цвет RAL 1003.
s) Вакуумный насос устанавливается в салазки.
Опционы

Опция №32 - Оборудование для формования избыточным давлением и двулистного формования (Twin-Sheet)
В данном пакете оборудования машина оснащается:
- сервомоторами повышенной мощности для увеличения силы смыкания двух половинок формы (одна половинка на сервомоторе, одна на пуансоне);
- второй прижимной рамой Twin-Sheet для возможности фиксации одновременно двух листов с материалом в рабочей зоне машины;
- усиленной конструкцией рамы под пуансон.
Данный пакет оборудования добавляется к базовому оснащению машины, что дает возможность формовать двулистные детали.
- сервомоторами повышенной мощности для увеличения силы смыкания двух половинок формы (одна половинка на сервомоторе, одна на пуансоне);
- второй прижимной рамой Twin-Sheet для возможности фиксации одновременно двух листов с материалом в рабочей зоне машины;
- усиленной конструкцией рамы под пуансон.
Данный пакет оборудования добавляется к базовому оснащению машины, что дает возможность формовать двулистные детали.

Опция №37.2 - Моторные привода на силу смыкания 250 кН и 440 кН
Моторный привод стола и верхнего пуансона, выполнены каждый с 4 трехфазными сервомоторами, позволяют увеличивать силу запирания до 250 кН.
Данное оборудование рекомендуется к применению в случае высоких требований к силе запирания и позиционированию обоих столов, например в случае работы с двулистным формованием или интегрированными процессами вырубки.
Опцион 37.3) имеет аналогичную функцию, но повышает усилие смыкания до 440 кН.
Данное оборудование рекомендуется к применению в случае высоких требований к силе запирания и позиционированию обоих столов, например в случае работы с двулистным формованием или интегрированными процессами вырубки.
Опцион 37.3) имеет аналогичную функцию, но повышает усилие смыкания до 440 кН.

Опция №37.5 - Высокоскоростной автомат для двулистной формовки
Высокоскоростной автомат для двулистной формовки тонкостенных деталей общей высотой до 80мм или однолистных деталей, для которых необходимо повышенное усилие смыкания (общая высота 150мм).
Усилие смыкания ок. 600 кН.
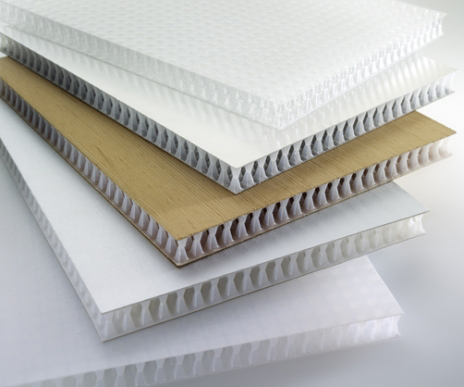
Подобные автоматы используются часто для формования рулонного материала и изготовления плоских деталей с малой вытяжкой: например двулистных жестких панелей для мебельной промышленности. После формования данные панели могут ламинироваться различными материалами.
Усилие смыкания ок. 600 кН.
Подобные автоматы используются часто для формования рулонного материала и изготовления плоских деталей с малой вытяжкой: например двулистных жестких панелей для мебельной промышленности. После формования данные панели могут ламинироваться различными материалами.

Опция №39 - Система быстрого зажима пуансона
Система быстрого зажима инструмента пуансона (весом до 8000Н), выполнена как пневматическая задвижка, которая подразумевает применение в инструменте пуансона стандартизированных болтов по DIN 69872 форме A.
Благодаря этой системе значительно облегчается и ускоряется крепление формы на пуансоне.
Примеры продукции
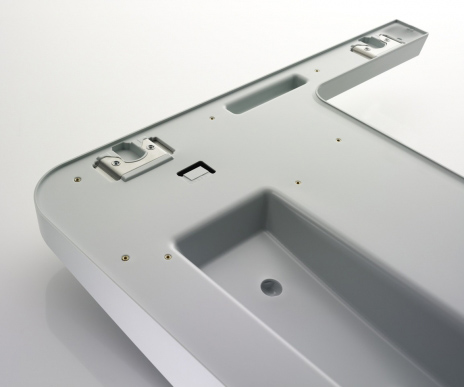
Корпусные детали



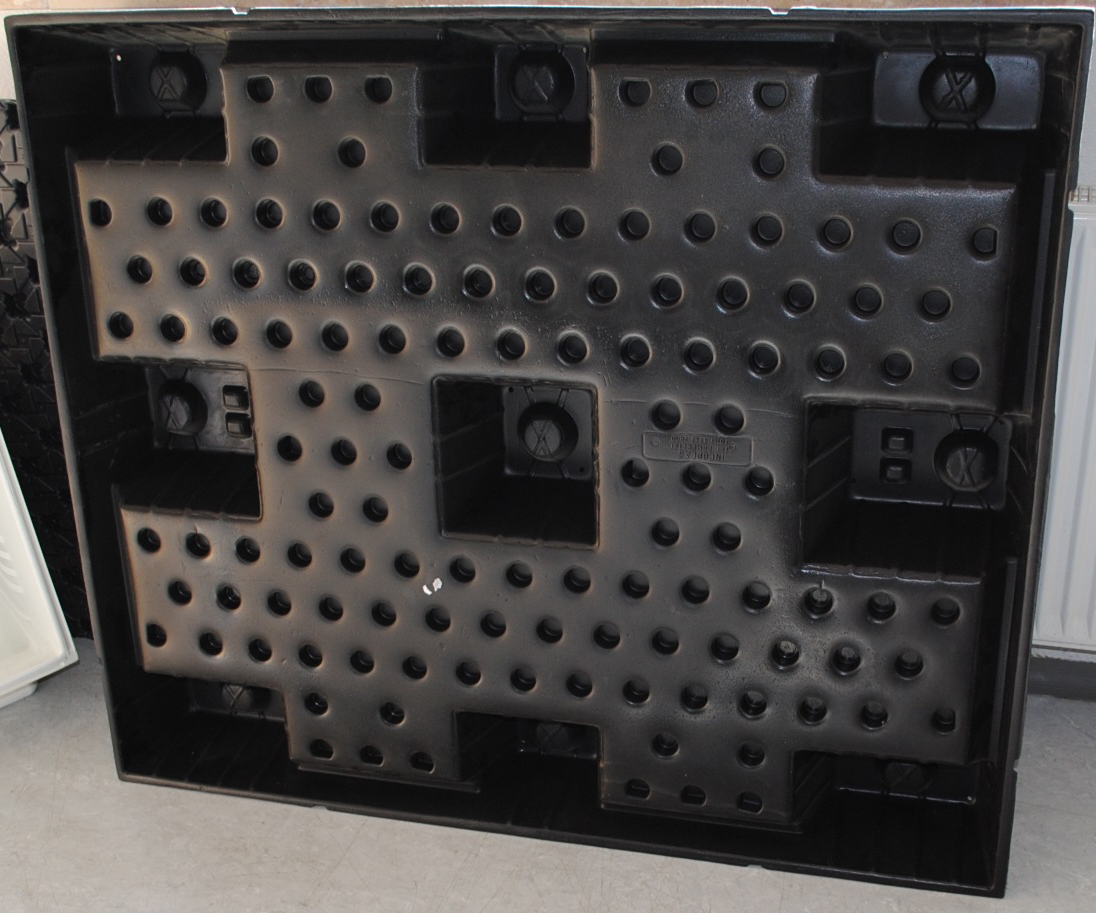
Промышленная упаковка


Автомобильные детали



Промышленность

Спорт


